放熱板付きIC,ついつい温めすぎる
放熱板付きの半導体部品は,その放熱板に直接はんだこてを当てると,温度差による急激な熱衝撃で内部の半導体チップが破壊することがあります.
放熱板付きの半導体部品は,放熱板があることによって熱容量が大きくなっています.そのため,はんだこてを放熱板に当てると,放熱板に熱が吸収されこて先温度が大きく下がるので,はんだ付けが難しいのです.
これを補おうとして,はんだこて先の温度を高くしたり,はんだこてのパワーを大きくしたりしますが,実はこれが非常に危険なのです.
放熱板に,はんだこてを直接当てると,放熱板に温度が伝わる過程で,放熱板と半導体チップ・パッケージの間に膨張差が生じます.
その膨張差で,図1のように反りが生まれて,内部の半導体チップにダメージを与えます.最悪の場合,半導体チップが破壊します.
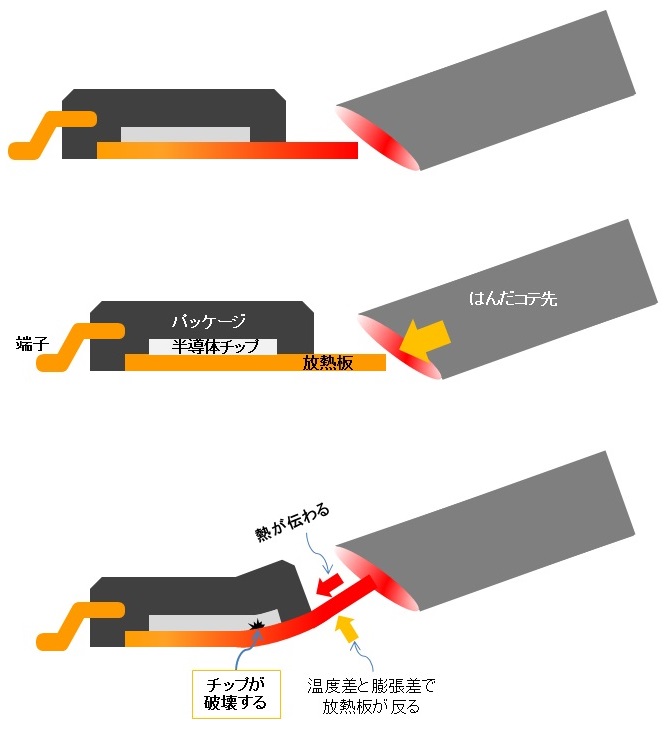
図1 こて先をICの放熱板に当てると,放熱板が反ってしまい,内部回路が壊れることも
壊さないためには予備加熱が有効
この破壊を避けるには,予備加熱が最も有効な手段です.
予備加熱は,より安全な部品のはんだ付けを行うために,温度差による熱衝撃を低減する目的でおこないます.
予備加熱の温度は80~150℃で,部品耐熱に問題ない範囲で設定します.普通は100℃程度がよいでしょう.
ただし予備加熱は,ホット・プレートやプリヒータなどを用いて,基板や部品全体を過熱しながら作業することになるので,やけどには十分注意しましょう.
そのほかの効果として予備加熱は,はんだこての熱容量を補うことができるので,こて先をより細くしたり,こて先の温度を低く設定したりできます.
図2のように,作業のしやすさや作業時間の短縮にも効果があり,フラックスの分解温度や部品の耐熱性に対しても余裕を持った作業ができるようになるのです.
予備加熱をしないとき
図2(a)の通常のはんだ付けの条件では,母材の温度差(衝撃)は225℃にもなります.

図2(a) 予備加熱のないはんだ付け温度例
予備加熱をしたとき
図2(b)のように100℃の予備加熱をすると,温度差は225℃から2/3の150℃程度まで低減できます.
こて先の温度も低く設定でき,はんだの溶け始めも早くなります.
さらに,はんだこての熱容量も補うことができるので,こて先の設定温度を低くできます.
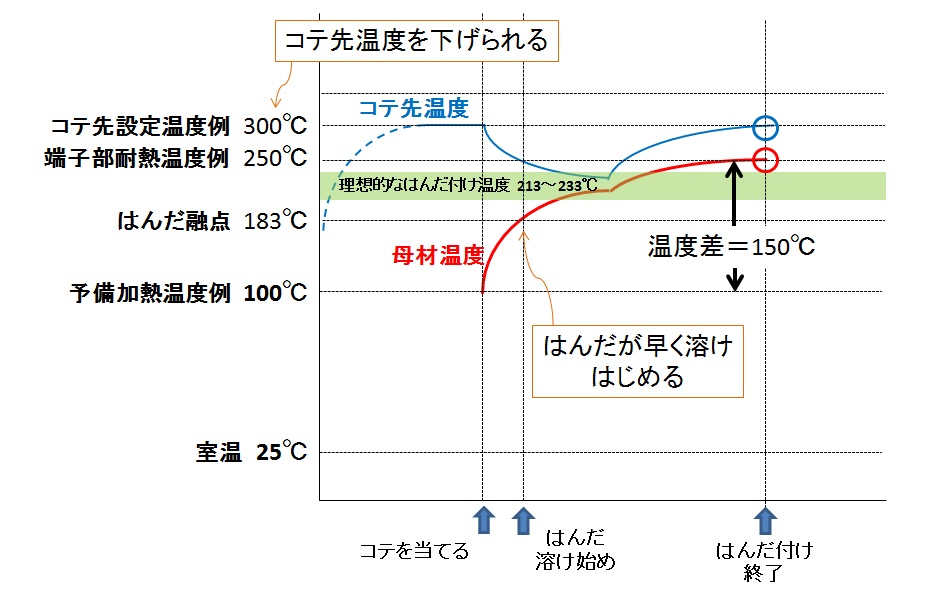
図2(b) 予備加熱した時のはんだ付け温度例